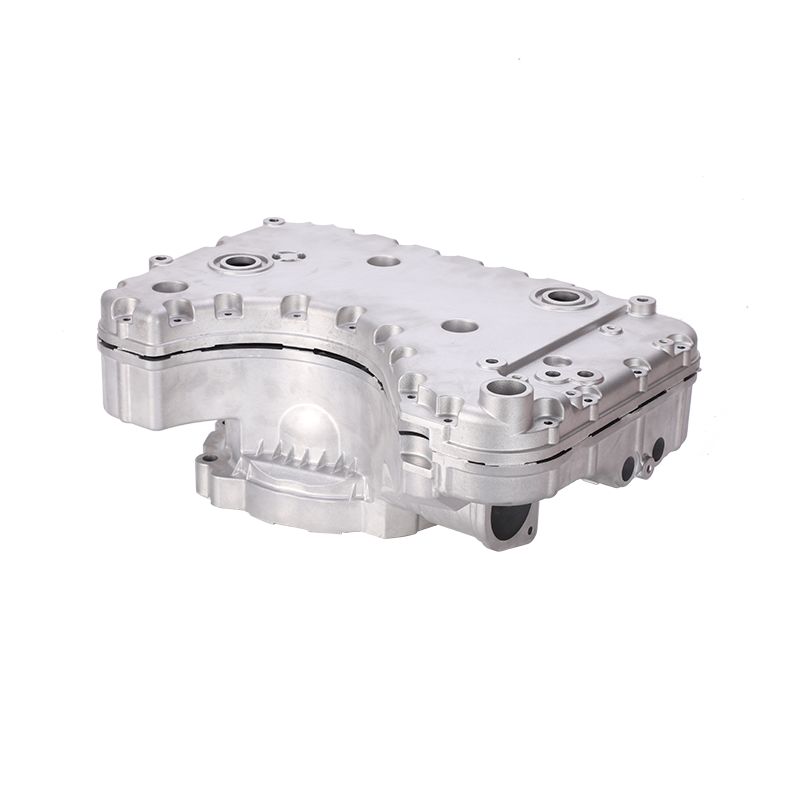
신에너지차(NEV) 제조 부문에서는 고압 알루미늄 다이캐스팅(HPDC) 배터리 팩 인클로저, 모터 하우징, 전력 제어 장치(PCU) 하우징 및 구조 부품에 선호되는 성형 공정이 되었습니다. ADC12, A380 또는 A356 알루미늄 합금을 원료로 사용하는 이 공정에서는 단일 성형 사이클에서 복잡한 형상, 통합 냉각 채널 및 정밀 조립 인터페이스가 가능합니다. 세계 자동차 부품 다이캐스팅 시장은 향후 성장할 것으로 예상됩니다. 2025년 550억 달러 에 2034년까지 900억 달러 (CAGR 5.5%), 알루미늄 합금이 70% 자재 공유 및 운송 응용 프로그램을 설명합니다. 56.6% 수요의. 다이캐스트 알루미늄 부품을 활용하는 NEV는 배터리 팩 무게를 대략적으로 줄일 수 있습니다. 20% , 압도적인 수명주기 비용 이점을 제공하는 동시에 에너지 효율성과 주행 거리를 크게 향상시킵니다.
핵심 소재 NEV 다이캐스트 부품 일반적으로 ADC12(JIS 규격) , A380(ASTM 표준) , 또는 A356(ASTM 표준) 알루미늄 합금. 이 세 가지 합금은 구성, 기계적 특성 및 열전도율에서 상당한 차이를 나타내며, 이는 배터리 팩 구조 강도, 열 방출 효율 및 내식성에 직접적인 영향을 미칩니다.
ADC12는 높은 실리콘 함량을 특징으로 합니다. 9.6%~12% 구리 함량 1.5%~3.5% , 정밀 방열 핀 및 벽 두께가 낮은 복잡한 하우징 제조에 이상적인 뛰어난 유동성과 얇은 벽 충진 기능을 제공합니다. 1.0~1.2mm . 일반적인 인장강도는 150~200MPa 열전도율이 있는 130~150W/m·K . A380은 더 높은 구리 함량(3.0%~4.0%)을 제공하여 210~250MPa 경도가 60~80HB로 높아 고하중 구조부품에 적합합니다. A356(AlSi7Mg0.3)은 마그네슘 함량을 강화하여 주조성 및 내식성이 우수하며, 120~160W/m·K , 배터리 팩 트레이 및 구조적 안전 구성 요소에 선호되는 선택입니다.
| 성과 지표 | ADC12 | A380 | A356 |
|---|---|---|---|
| 실리콘 함량(Si) | 9.6% – 12% | 7.5% – 9.5% | 6.5% – 7.5% |
| 구리 함량(Cu) | 1.5% – 3.5% | 3.0% – 4.0% | 0.20% 이하 |
| 인장강도(MPa) | 150 – 200 | 210 – 250 | 220 – 280 (T6) |
| 열전도율(W/m·K) | 130 – 150 | 96 | 120 – 160 |
| 일반적인 응용 분야 | 모터 하우징, PCU 하우징 | 고하중 구조 부품 | 배터리 트레이, 구조 부품 |
모터 하우징 및 PCU 하우징의 경우 ADC12는 뛰어난 열 전도성으로 인해 가장 비용 효율적인 선택입니다( 130~150W/m·K ) 및 주조 성형성이 우수합니다. 배터리 팩 트레이 및 구조 안전 부품의 경우 T6 열처리를 거친 A356은 220~280MPa 구리 함유 합금에 비해 내식성이 뛰어나 충돌 안전을 위해 선호되는 옵션입니다. A380은 높은 기계적 부하 용량이 요구되는 섀시 구조 부품에 권장됩니다. 세 가지 합금 모두 대략적으로 밀도를 공유합니다. 2.7g/cm3 , 체중 감소를 달성 40%~60% 강철에 비해 차량 주행 거리가 직접적으로 향상됩니다.
전원 배터리의 열 관리는 NEV 안전과 성능의 핵심입니다. 리튬 이온 전지의 최적 작동 온도 창은 다음과 같습니다. 15~35°C ; 초과 45°C 용량 저하를 가속화하는 반면 온도는 60°C 열 폭주 위험이 있습니다. 다이캐스트 알루미늄 하우징은 다음 메커니즘을 통해 효율적인 열 관리를 달성합니다.
고압 다이 캐스팅을 통해 복잡한 액체 냉각 채널, 방열 핀 및 열 리브를 금형 내에서 직접 성형할 수 있습니다. 통합 디자인 주택 구조 및 열 관리 시스템. 이 구조는 기존 용접 또는 조립 공정에서 열 인터페이스 저항을 제거하여 셀 표면에서 냉각수까지의 열 저항 경로를 최소화합니다. A356 또는 ADC12 알루미늄 합금의 열전도율( 96~150W/m·K )은 3~5회 강철 소재로 하우징 표면 전체에 열이 빠르게 확산됩니다.
| 하우징 재질 | 열전도율(W/m·K) | 밀도(g/cm3) | 체중 감소 | 열 폭주 위험 |
|---|---|---|---|---|
| 다이캐스트 알루미늄 | 96 – 150 | 2.7 | 40% – 60% | 낮음 |
| 압출 알루미늄 | 180 – 210 | 2.7 | 40% – 55% | 중간 |
| 스탬프 강철 | 45 – 55 | 7.8 | 기준선 | 높음(열 방출 불량) |
| 복합재(SMC) | 0.2 – 0.5 | 1.8 – 2.0 | 50% – 65% | 매우 높음(추가 냉각 필요) |
다이캐스트 알루미늄 하우징은 압출 알루미늄 프로파일보다 열전도율이 약간 낮지만, 통합 성형 능력 최적화된 열 흐름 경로 설계가 가능하며 구조적 무결성은 용접 프로파일 어셈블리를 훨씬 능가합니다. 열 폭주 방지 측면에서 알루미늄 하우징은 화재 확산을 지연시킬 수 있습니다. 5~10분 , 거주자에게 중요한 탈출 시간을 제공하는 반면, 복합 하우징에는 GB 38031 표준을 충족하기 위해 추가적인 내화층이 필요합니다.
NEV 배터리 팩 하우징은 열 관리 캐리어 역할을 할 뿐만 아니라 전반적인 차량 구조 안전을 위한 중요한 장벽 역할도 합니다. 다이캐스트 알루미늄 합금은 본질적인 재료 강도와 구조 최적화의 결합을 통해 다층 보호 시스템을 구축합니다.
최신 다이캐스트 배터리 팩 트레이는 일반적으로 다음을 채택합니다. 프레임 대들보 베이스플레이트 샌드위치 구조. 게이트 위치와 벽 두께 분포를 최적화하는 금형 흐름 분석을 통해 충돌 위험 영역(예: 측면 충격 빔)을 국부적으로 두껍게 만들어 10~12mm , 중요하지 않은 영역은 2~3mm , 무게와 강도 사이의 최적의 균형을 달성합니다. A356-T6 합금은 다음의 항복 강도를 달성합니다. 180~220MPa , 다이캐스팅으로 구현된 복잡한 리브 구조와 결합되어 C-NCAP 및 E-NCAP 측극 충격 테스트 요구 사항을 충족할 수 있습니다.
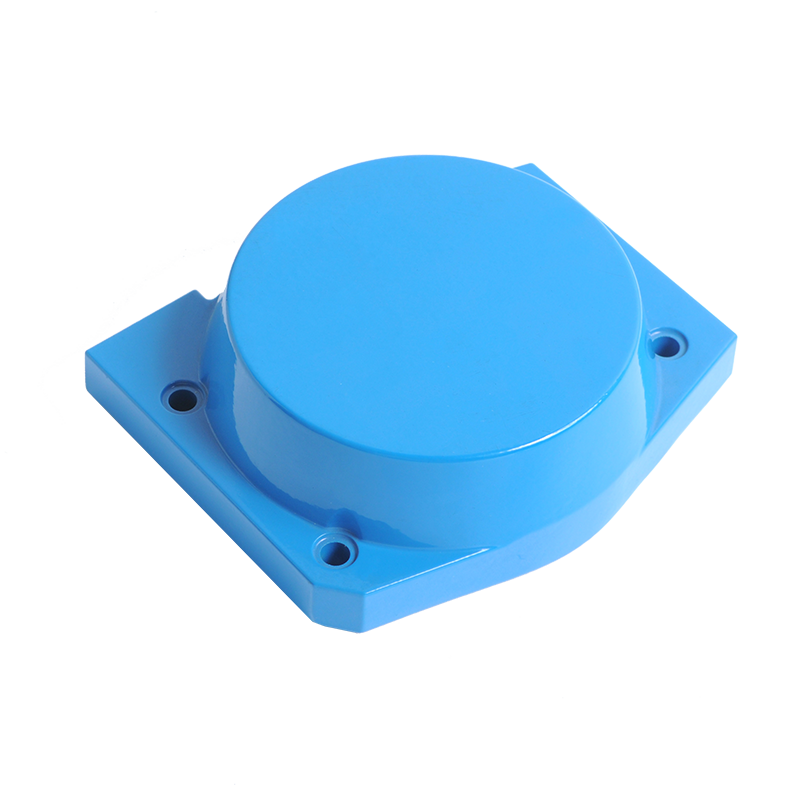
배터리 팩 하우징은 다음을 달성해야 합니다. IP67 또는 IP69K 보호 등급(IEC 60529 및 ISO 20653 기준)을 충족하며 완벽한 먼지 보호 기능과 1m 깊이에서 30분간 침수 저항성을 제공합니다. 다이캐스팅을 통해 밀봉 표면 평탄도를 정밀하게 제어할 수 있습니다( ±0.05mm ) 및 표면 거칠기(Ra≤3.2 μm)로 씰링 개스킷과 완벽한 호환성을 보장합니다. 또한, 다이캐스트 하우징은 헬륨 질량 분석 누출 테스트를 통과해야 하며 일반적으로 누출률은 다음과 같습니다. 15sccm (분당 표준 입방 센티미터) 냉각수 회로와 셀 챔버 사이의 절대적인 격리를 보장합니다.
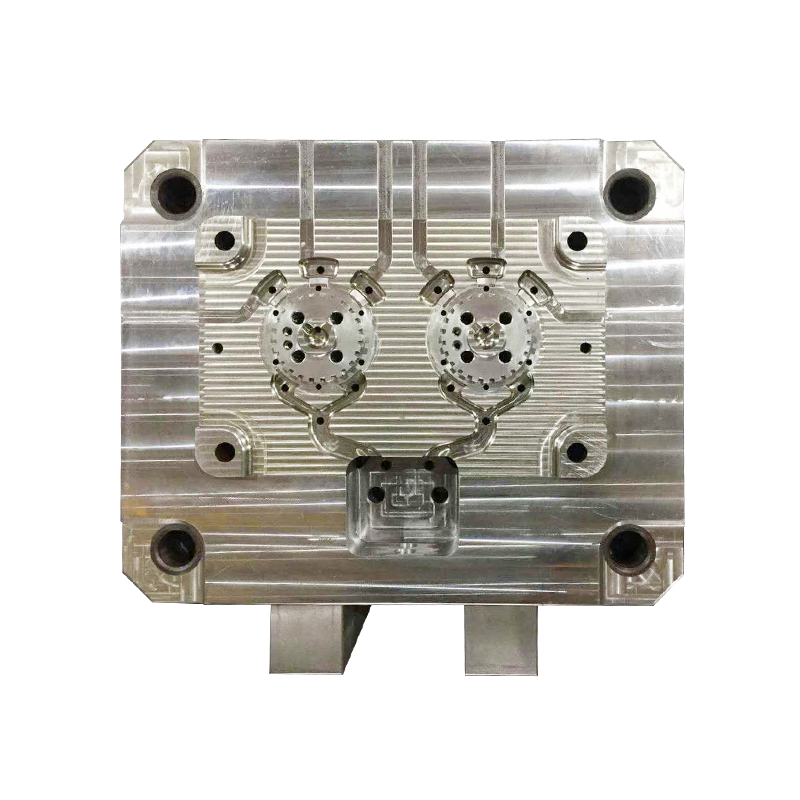
고압다이캐스팅(HPDC)은 용융된 알루미늄 합금을 다음의 압력 하에서 고속으로 정밀강 금형에 주입하는 성형 공정입니다. 30~150MPa . 이 프로세스는 NEV 부품 제조의 세 가지 핵심 이점을 보여줍니다.
다이캐스팅은 다음과 같은 치수 공차를 달성합니다. ±0.03~0.05mm , 스탬핑(±0.1~0.3mm) 및 용접(±0.5~1.0mm)을 훨씬 능가합니다. 더 중요한 것은 액체 냉각 채널, 장착 브래킷, 와이어 하니스 고정 클립, 커넥터 장착 위치, 폭발 통풍구 장착 시트까지 단일 작업으로 주조할 수 있어 후속 가공 및 조립 공정이 크게 단축된다는 점입니다. 배터리 팩 트레이의 경우 다이캐스팅에 기존 방식을 통합할 수 있습니다. 6-10개의 스탬프 및 용접 부품 으로 1~2개의 다이캐스트 구성품 , 조립 공차 누적을 줄이면서 용접 피로 실패 위험을 제거합니다.
툴링이 투자되면(대형 배터리 팩 트레이 금형은 일반적으로 지속됨) 80,000~100,000장 ), 일체형 다이캐스팅 사이클을 다음과 같이 단축할 수 있습니다. 60~120초 , 이를 초과하는 플랫폼 요구에 매우 적합합니다. 매년 100,000 단위 . 세계 알루미늄 다이캐스팅 기계 시장은 다음과 같이 성장할 것으로 예상됩니다. 2025년 861억 4천만 달러 에 2034년까지 1,440억 4천만 달러 (CAGR 5.88%), 아시아 태평양 지역은 41% 시장 점유율과 중국만 차지 16% 아시아 태평양 시장의.
선도적인 제조업체에서는 금형 흐름 분석과 결합된 통합 CAD/CAM/CAE 설계를 사용하여 게이트 위치, 다공성 분포 및 핫스팟 결함을 예측합니다. 생산 라인은 다음을 갖추고 있습니다. X선 방사선 촬영(RT) 그리고 산업용 CT 스캐닝 , 내부 다공성이 아래로 유지되도록 보장 0.1% - IP67 밀봉 무결성 및 구조적 피로 수명을 보장하기 위한 중요한 임계값입니다. 품질 관리 시스템은 다음과 같아야 합니다. IATF 16949 원자재 조달, 용융 가스 제거, 샷 매개변수 모니터링부터 완제품 누출 테스트까지 전체 프로세스를 포괄하는 인증을 받았습니다.

NEV 주행 거리는 차량 중량과 강한 음의 상관관계를 나타냅니다. 연구에 따르면 모든 100kg 차량 경량화로 주행거리 향상 가능 6%~8% (약 30~50km) 다이캐스트 알루미늄 부품은 다음과 같은 주요 영역에서 상당한 무게 감소를 달성합니다.
| 구성 요소 | 기존 공정 중량(kg) | 알루미늄 다이캐스트 중량(kg) | 체중 감소 | 예상 범위 개선 |
|---|---|---|---|---|
| 배터리 팩 트레이 | 80 – 120 (강철) | 35 – 50 | 55% – 60% | 25~40km |
| 모터 하우징 | 15 – 20 (주철) | 6 – 9 | 55% – 60% | 5~8km |
| PCU 하우징 | 5 – 8 (다이캐스트 Al) | 3 – 5 | 30% – 40% | 2~4km |
| 서브프레임/구조 부품 | 25 – 35 (강철) | 12 – 18 | 45% – 50% | 8~12km |
무게를 억제한 순수 전기 세단을 타고 1,800kg , 배터리 용량 70kWh 및 NEDC 범위 500km 예를 들어, 배터리 팩 트레이, 모터 하우징, 서브프레임을 다이캐스트 알루미늄 부품으로 교체하면 전체 차량 중량을 다음과 같이 줄일 수 있습니다. 80~120kg , 범위를 대략적으로 향상시킵니다. 40~70km —동등 5%~8% 배터리 비용 절감.
다이캐스트 알루미늄 부품은 더 높은 초기 툴링 투자가 필요하지만(대형 배터리 팩 트레이는 약 USD 50,000~150,000 ), 그들의 10년 총소유비용(TCO) 강철 대안보다 훨씬 낮습니다. 다음 비교는 연간 100,000개 생산 플랫폼을 기준으로 합니다.
| 비용 요소 | 다이캐스트 알루미늄 | 압출 알루미늄 용접 | 스탬프 강철 Welding | 복합재(SMC) |
|---|---|---|---|---|
| 단위중량(kg) | 35 – 50 | 40 – 55 | 80 – 120 | 30 – 45 |
| 부품 수 | 1 – 2개 | 5 – 8개 | 10~15개 | 1 – 3개 |
| 툴링 투자 | 높음(일회성) | 중간 | 낮음 | 높음(복합 금형) |
| 조립 공정 | 최소한의 | 다중(용접 가공) | 광범위(스폿 용접 씰링) | 거의 없음(본딩 볼트) |
| 전체 TCO 등급 | 낮음est | 중간 | 높음(가중치 페널티) | 높음(냉각 추가 비용) |
더욱이, 100% 재활용성 알루미늄 합금의 비율은 글로벌 순환 경제 추세와 일치합니다. 수명이 다한 NEV 부품은 다이캐스팅 생산에 재용해하여 재사용할 수 있으며, 철강 제련이나 복합 합성보다 탄소 배출량이 훨씬 적습니다. ESG 목표를 추구하는 자동차 제조업체의 경우 다이캐스트 알루미늄 부품은 지속 가능성 평가에서 상당한 이점을 제공합니다.
NEV 제조업체 및 Tier 1 공급업체의 경우 다음과 같은 기술 매개변수를 공급업체 자격 및 입찰 문서에 통합하면 품질 다이캐스팅 파트너를 효과적으로 필터링하고 생산 후 품질 위험을 완화할 수 있습니다.
이러한 지표를 기술 사양 및 공급업체 감사 체크리스트에 통합함으로써 조달 기관은 선택한 항목을 보장할 수 있습니다. NEV 다이캐스트 부품 전체 수명주기 동안 안정적이고 안전하며 가벼운 구조적 지원과 열 관리 보증을 제공합니다.
당신은 준비가 되셨습니까? 맞잡다 Jieda와 함께?
* 귀하의 이메일은 우리와 함께 안전합니다. 스팸은 아닙니다.
제품
연락처 정보
nbjd011@126.com
+86-574-86115705
No. 58 Mold Road, DAQI 기술 산업 구역, Beilun District, Ningbo