1. 높은 소재 활용도 및 경량화
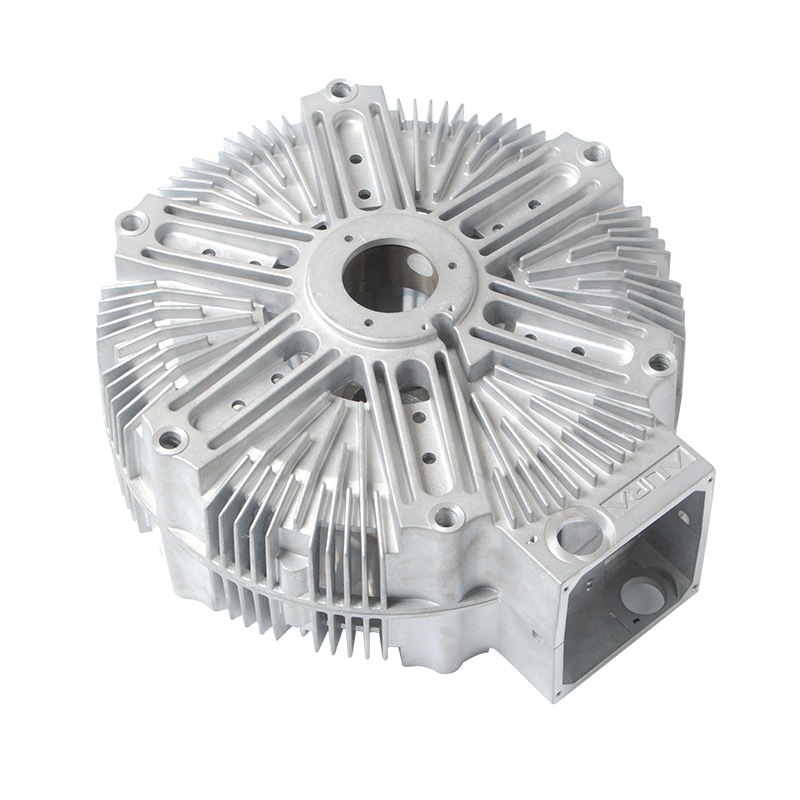
다이캐스팅 용융된 알루미늄 합금을 금형 캐비티에 고속으로 주입하여 거의 100% 충전을 달성하고 블랭크 폐기물을 최소화하며 높은 재료 활용도를 달성합니다.
기존 주조 또는 스탬핑과 비교하여 다이캐스팅은 균일한 벽 두께를 제공하므로 강도를 유지하면서 부품 무게를 크게 줄여 현대 기어박스의 경량화 요구 사항을 충족합니다.
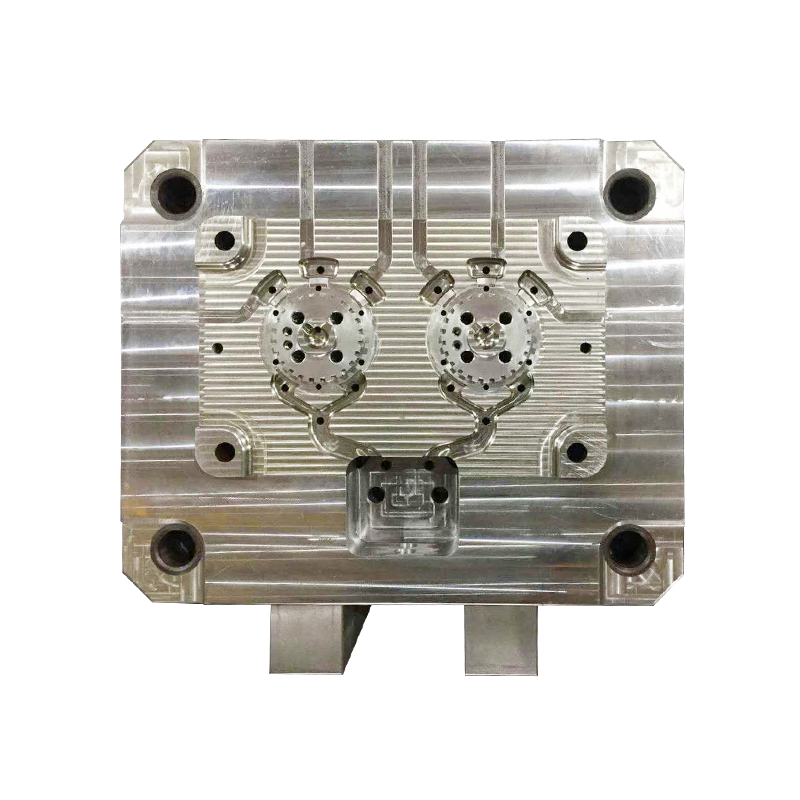
2. 단일 성형 공정으로 복잡한 구조 달성
CAD/CAE를 사용한 정밀한 금형 설계를 통해 다이캐스팅은 단일 공정에서 다중 구멍, 리브, 나사산 및 위치 구멍과 같은 복잡한 형상을 생성할 수 있으므로 후속 2차 가공이 필요하지 않습니다.
이는 제품 통합을 향상시키는 기어박스 다이캐스팅의 내부 오일 통로, 방열 리브 및 조립 위치 결정 구조에 특히 중요합니다.
3. 높은 생산 효율성과 비용 이점
자동 다이캐스팅 기계는 짧은 사이클 시간(일반적으로 부품당 30~60초)을 제공하므로 대량 연속 생산이 가능합니다. 부품당 비용은 출력이 증가함에 따라 크게 감소합니다. 최소한의 수동 개입과 긴 다이 수명(최대 수만 사이클)으로 인해 Gearbox Housings Die Casting은 글로벌 시장에서 높은 경쟁력을 갖게 되었습니다.
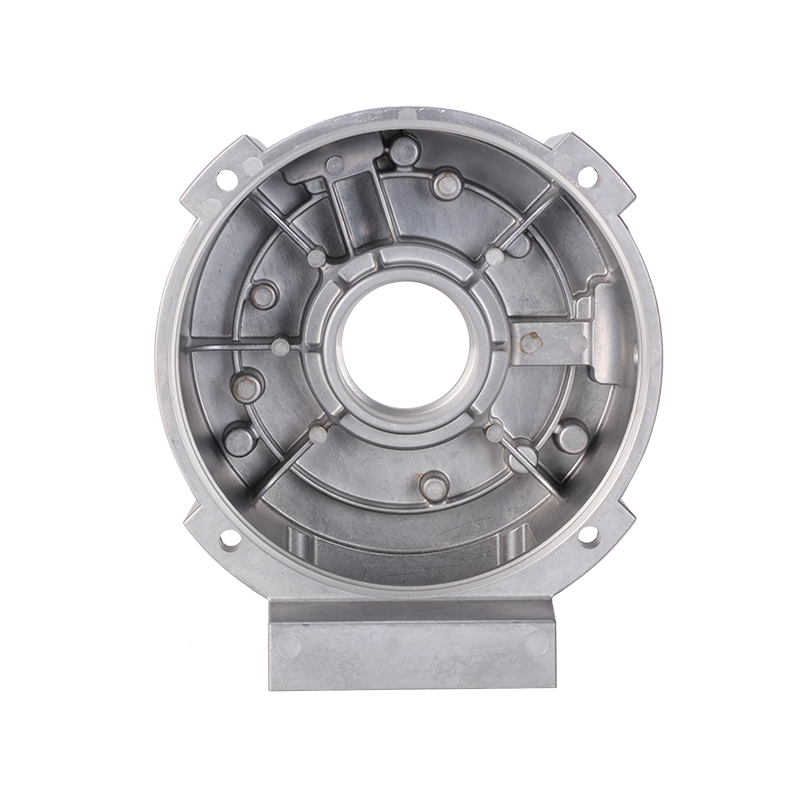
4. 우수한 기계적 성질
알루미늄 합금 다이캐스팅은 우수한 강도, 강성 및 내열성을 제공하여 변속기의 고속, 고부하 작동 요구 사항을 충족합니다.
후속 열처리 및 표면 처리를 통해 경도와 내식성을 더욱 향상시켜 장기적으로 안정적인 작동을 보장할 수 있습니다.
강도와 내식성을 향상시키기 위한 열처리나 표면처리는 어떻게 이루어지나요?
1. 용체화처리 인공시효(T6 System)
다이캐스팅은 합금의 용액 온도(약 530°C)까지 가열되고 지정된 기간 동안 유지된 후 급속 냉각되어 내부 주조 응력을 제거하고 구조를 균질화합니다.
150~200°C에서의 후속 인공 시효는 석출상을 균일하게 분포시켜 항복 강도와 인장 강도를 크게 향상시킵니다. 2. 침탄 또는 질화 표면 경화
저온의 침탄 또는 질화 분위기에서 다이캐스트 부품의 표면에 탄소나 질소가 침투하여 단단한 침탄층을 형성합니다.
침탄층 두께를 제어할 수 있어(일반적으로 0.1~0.3mm) 표면 경도와 내마모성이 크게 향상됩니다. 높은 마찰을 받는 기어박스 하우징에 적합합니다.
3. 아노다이징(하드 아노딕)
전기분해를 통해 알루미늄 합금 표면에 치밀한 산화알루미늄 피막(두께 10~25μm)이 형성됩니다. 이 필름은 단단하고 내마모성이 뛰어나며 전기 절연성이 좋습니다.
아노다이징은 또한 다양한 장식 색상을 제공하여 제품의 외관을 향상시키는 동시에 내식성을 높입니다.
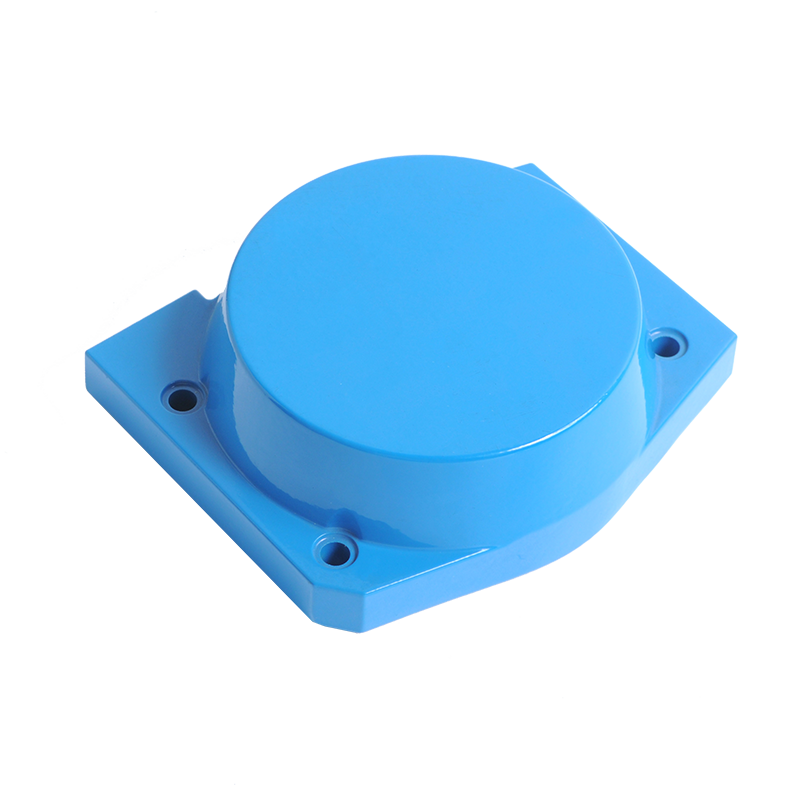
4. 부식방지 코팅(인산염처리, 도장, 분체도장)
인산염 처리는 금속 표면에 균일한 인산염 피막을 형성하여 후속 코팅의 접착력을 향상시키고 초기 녹 방지 기능을 제공합니다.
페인팅 또는 분체 코팅은 표면에 조밀한 유기 보호층을 생성하여 습기와 부식성 매체를 차단하고 다이캐스트 기어박스 하우징의 서비스 수명을 연장합니다.
당신은 준비가 되셨습니까? 맞잡다 Jieda와 함께?
* 귀하의 이메일은 우리와 함께 안전합니다. 스팸은 아닙니다.
제품
연락처 정보
nbjd011@126.com
+86-574-86115705
No. 58 Mold Road, DAQI 기술 산업 구역, Beilun District, Ningbo