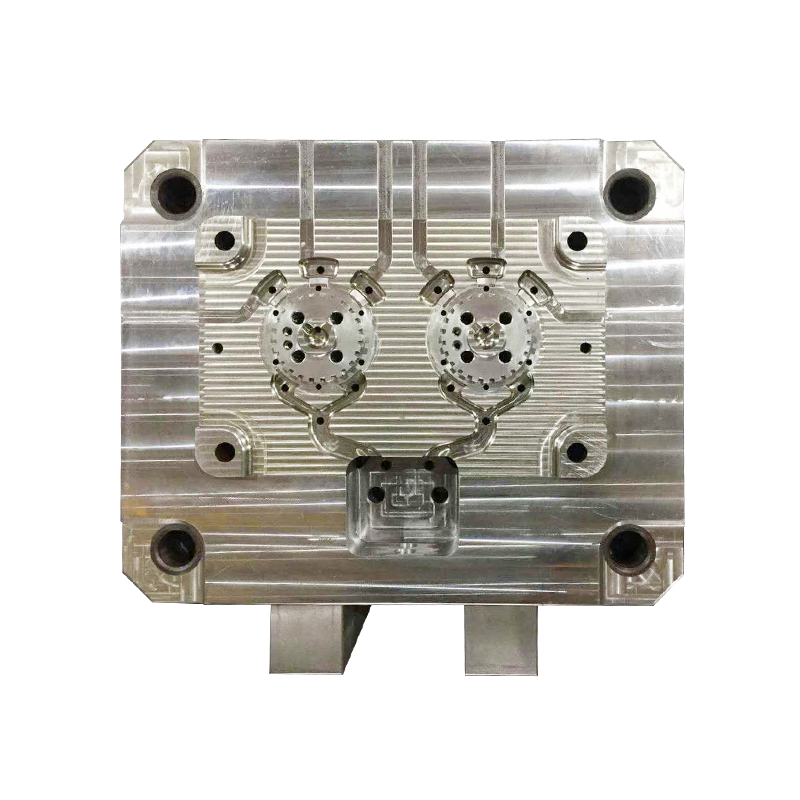
1. 금형 준비 및 조립
사전 가공된 상부 및 하부 금형 반쪽이 금형에 장착됩니다. 자동차 부품 다이 캐스팅 기계의 압력판을 사용하여 단단히 고정되고 제자리에 고정됩니다.
금속이 달라붙는 것을 방지하기 위해 내화 코팅을 금형 캐비티 표면에 뿌리거나 표면을 깨끗하게 닦는 경우가 많습니다.
2. 용탕 가열 및 주입
알루미늄 또는 마그네슘 합금을 용광로에서 적절한 용융 온도(약 600~700°C)로 가열한 후 고압 주입 시스템을 사용하여 고속으로 균일하게 금형 캐비티에 주입합니다.
고압 주입은 매우 짧은 시간에 복잡한 공동을 채울 수 있어 벽 두께를 균일하게 보장합니다.
3. 급속 냉각 및 응고
금형 캐비티에 들어간 후 금속은 금형의 냉각 시스템(일반적으로 수냉식 또는 오일 냉각식)에 의해 즉시 급속 냉각되어 조밀한 결정 구조를 형성합니다.
신속한 응고는 미세한 벽 두께와 높은 치수 정확도를 달성하는 핵심 단계입니다.
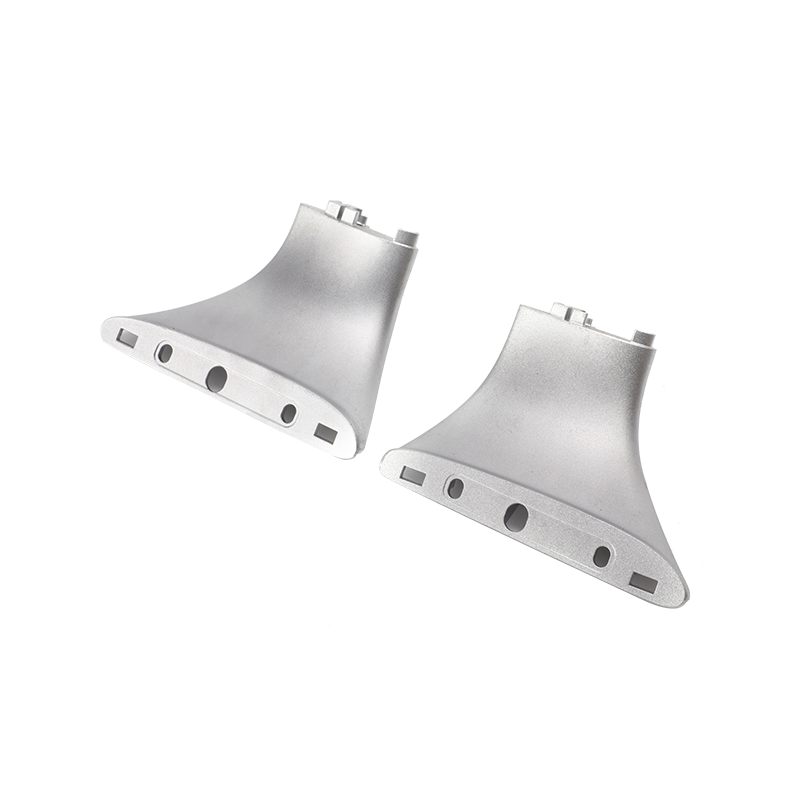
4. 금형 개방 및 부품 제거
금속이 완전히 응고된 후 금형을 열고 이젝터 장치를 사용하여 뜨거운 부품을 배출합니다.
제거 후에는 후속 조립 요구 사항을 충족하기 위해 필요한 디버링, 청소 및 표면 처리가 수행됩니다.
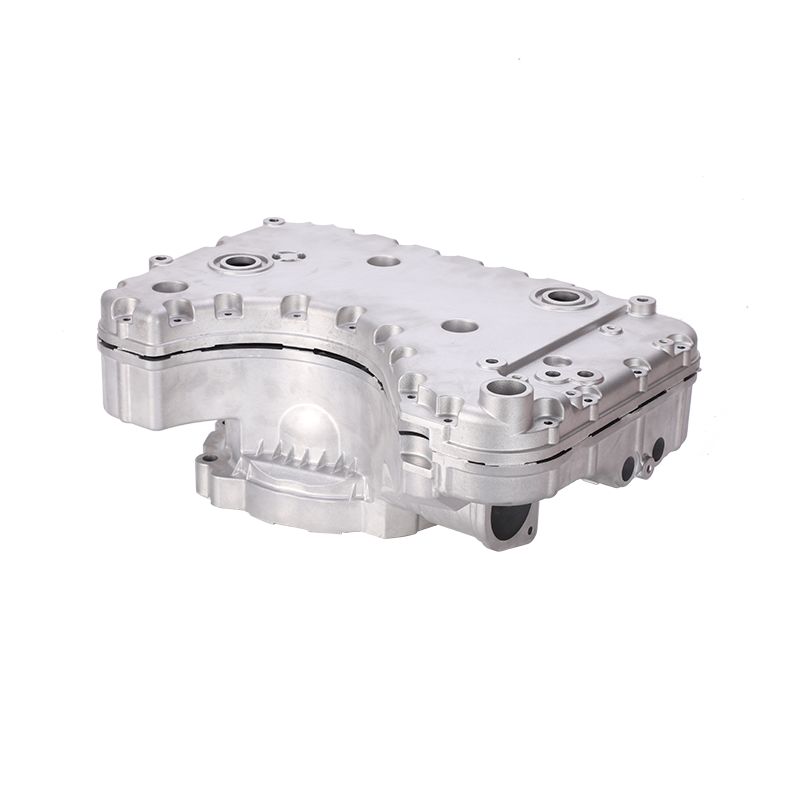
다이캐스팅은 자동차 부품의 강도와 내구성을 어떻게 향상시킵니까? 강도와 내구성을 높이는 다이캐스팅의 메커니즘
1. 미세 입자 구조
고압 주입 및 급속 냉각으로 인해 합금이 응고되는 동안 미세하고 균일한 입자가 형성됩니다. 미세한 입자는 재료의 항복 강도와 피로 수명을 크게 향상시킵니다.
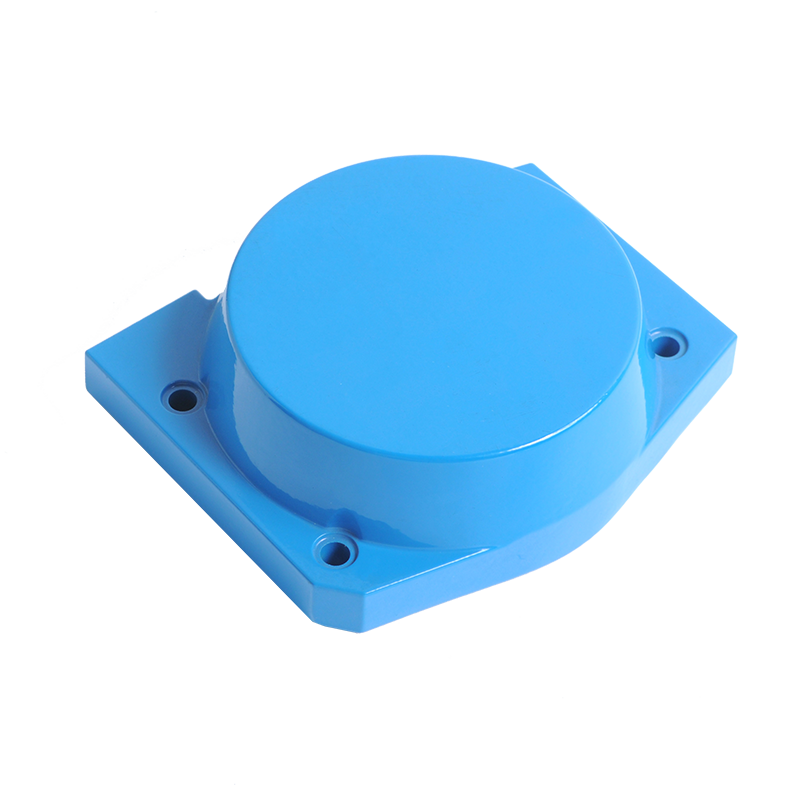
2. 우수한 표면 조도 및 치수 정밀도
다이 캐스팅은 표면 거칠기가 낮고 치수 오차가 작은 거의 그물 모양의 주조를 제공하여 후속 가공 및 조립 시 응력 집중을 줄여 전반적인 내구성을 향상시킵니다.
3. 합리적인 리브 및 강화 리브 레이아웃
금형 설계 단계에서 리브 모양(예: 육각형 및 사다리꼴)을 최적화하면 균일한 응력 분포가 달성되어 균열이나 변형으로 이어질 수 있는 국부적인 응력 집중을 방지할 수 있습니다. 좋은 구조 설계는 부품의 충격 저항성과 피로 저항성을 직접적으로 향상시킵니다.
4. 다공성 및 결함 제어
정밀한 공정변수(사출속도, 유지시간, 냉각속도)와 가스 배출 시스템을 통해 기공률, 수축공 등 내부 결함을 최소화하여 주조물의 밀도와 신뢰성을 보장합니다.
당신은 준비가 되셨습니까? 맞잡다 Jieda와 함께?
* 귀하의 이메일은 우리와 함께 안전합니다. 스팸은 아닙니다.
제품
연락처 정보
nbjd011@126.com
+86-574-86115705
No. 58 Mold Road, DAQI 기술 산업 구역, Beilun District, Ningbo